

Indutility Engineers (Pvt. Ltd.) follows a standardized engineering protocol for PPR (Polypropylene Random Copolymer) pipe installation, specifically designed for industrial and commercial environments where durability and pressure resistance are critical.
The core of their installation process is Socket Fusion Welding, which creates a homogeneous bond between the pipe and the fitting that is theoretically stronger than the pipe itself.
1. Preparation & Cutting
Inspection: Pipes are checked for bubbles, cracks, or surface irregularities. Indutility emphasizes using pipes that meet DIN 8077/8078 or ISO 15874 standards.
Cutting: Use a ratchet-type pipe cutter to ensure a square (90°) cut. An angled cut reduces the bonding surface area and is a primary cause of joint failure.
Marking: Measure and mark the insertion depth on the pipe end based on the pipe diameter. This ensures the pipe is pushed into the fitting exactly the right distance without blocking the internal flow.
2. The Welding Process (Socket Fusion)
The welding machine must be calibrated to a constant temperature, typically 260°C (500°F)
3.Industrial Layout & Support
Since PPR has a higher coefficient of linear expansion than metal, Indutility installations account for thermal movement:
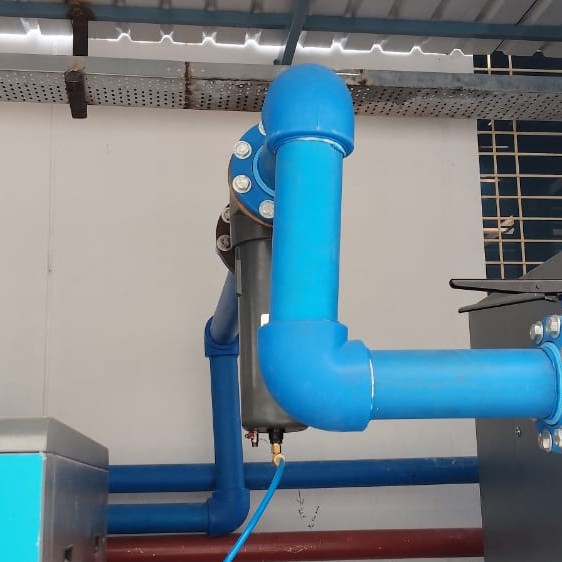
Expansion Loops: L-shaped or Z-shaped bends are used in long runs to allow the pipe to expand and contract without stressing the joints.
Support Spacing: Fixed supports are used to direct movement, while sliding supports (clips) allow the pipe to move longitudinally.
UV Protection: If installed outdoors, Indutility recommends using UV-resistant (typically black) PPR or wrapping standard pipes in aluminum foil/UV tape to prevent brittleness from sunlight.


